
Danas nastavljamo s tekstovima kojima Vam pokušavamo približiti i ukratko objasniti kako rade 3 najpoznatije tehnologije 3D ispisa. SLA je “majka 3D ispisa” te je upravo zato zanimljiv, a i sama tehnologija je kompleksnija nego FFF tehnologija 3D ispisa.
Postoji vjerojatnost da neki od Vas ne znaju da 3D ispis postoji već zaista dugo…1983. godine Charles Hull je patentirao uređaj kojeg je nazvao “Stereolitograpy Apparatus.” Radi se o prvom uređaju ikad kojeg možemo nazvati 3D pisačem. Charles Hull je 1986 osnovao tvrtku 3DSystems kako bi pokušao komercijalizirati svoj patent baziran na SLA tehnologiji koja je kroz niz godina dosta napredovala…

Hullov uređaj bio je prva verzija SLA tehnologije 3D ispisa.
Sigurni smo da bi većina ljudi smatralo FFF tehnologiju 3D ispisa prvom ikada, jer je podosta jednostavna, jednostavno se ponavlja proces “sloj po sloj” plastike do konačnog objekta. No to nije istina. Prva i najstarija tehnologija 3D ispisa je ipak SLA, a mi ćemo pokušati opisati i objasniti tu tehnologiju.
Ono što ćete prvo uočiti uspoređujući FFF i SLA je cijena. SLA uređaji su u pravilu skuplji od FFF uređaja upravo zbog same kompleksnosti tehnologije. Zbog toga danas ne postoje SLA 3D pisači od nekoliko tisuća kuna (mislimo na cijenovni rang 3.000-7.000kn), dok FFF uređaje možete pronaći po tim cijenama.
SLA je tehnologija kojom se polimerizira viskozna tekućina koja podsjeća na smolu koristeći se laserom u čvrsti i funkcionalni objekt (model).
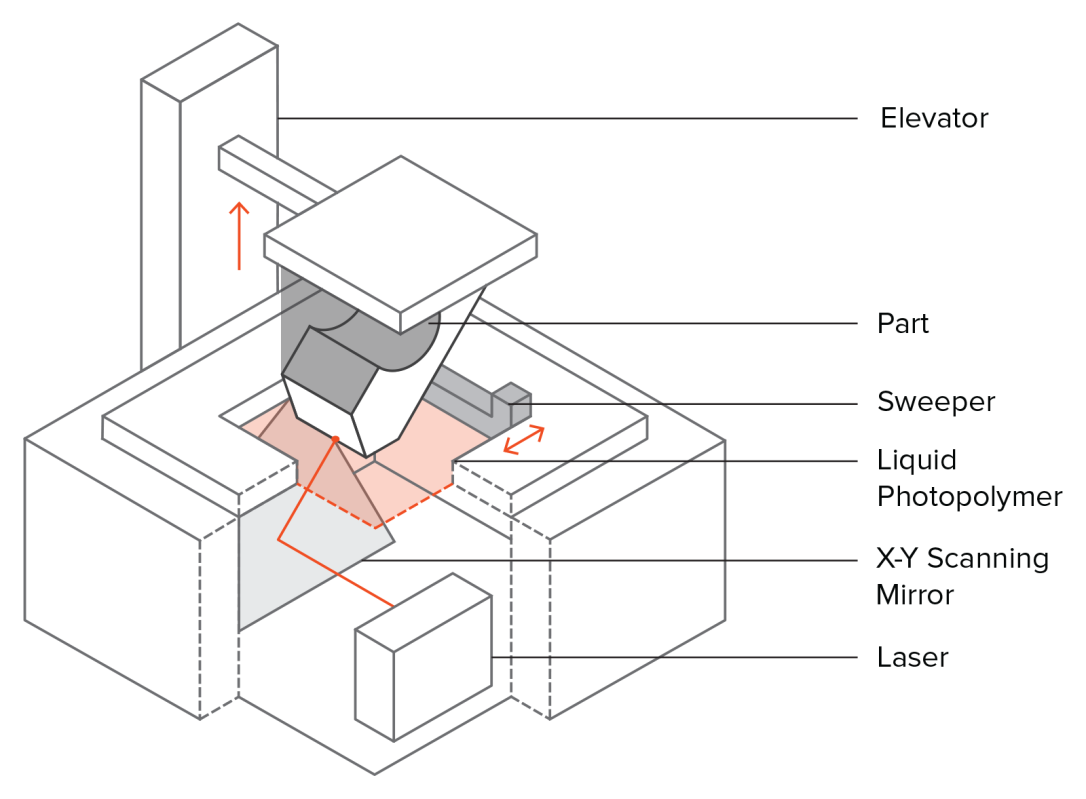
SLA uređaji koriste tzv. galvanometre (najčešće se nalazi jedan na x osi i jedan na y osi) koji služe za usmjeravanje svjetlosti (najčesšće laserske zrake) kroz posudu u kojoj se nalazi viskozna tekućina koja se polimerizira u željeni oblik. Softver kojim korisnik upravlja SLA uređajem šalje niz koordinata galvanometrima kako bi se laserska zraka usmjerila na točne lokacije na kojima se vrši polimerizacija tekućine. Isto kao i kod FFF tehnologije 3D ispisa, 3D model kojeg korisnik planira ispisati na SLA uređaju se “razbija” na slojeve, odnosno ogromnu količinu koordinata za galavnometre koji usmjeruju lasersku zraku koristeći dobivene koordinate; prema dnu posude u kojoj se nalazi viskozna tekućina koju laserska zraka polimerizira na određenim mjestima, i tako se sve ponavlja do kraja ispisa.
SLA uređaji koriste razne vrste viskoznih tekućina za izradu želejnih modela, a te tekućine se međusobno razlikuju na molekularnoj razini, drugim riječima, imaju drugačija fizikalna i kemijska svojstva. Upravo zbog toga novi SLA uređaji automatski podešavaju parametre kako bi se uređaj prilagodio radu s određenom tekućinom.
Kada se koristi SLA uređaj, korisnik može regulirati visinu sloja, materijal koji se koristi te orijentaciju samog modela (objekta), odnosno položajem modela pri ispisu te lokaciju potpornog materijala. Te parametre korisnik određuje pri pripremi modela u tzv. “slicing softveru” koji model “razbija na slojeve te potom generira koordinate za galvanometre. Osim “razbijanja” modela na slojeve, slicing softver generira i prikaz potpornog materijala čime omogućuje korisniku da mijenja orijentaciju modela i pokuša ostvariti optimalnu poziciju modela za vrijeme ispisa, s ciljem smanjivanja sila koje djeluju na model pri fazi izdizanja platforme za ispis te s ciljem smanjivanja količine potpornog materijala.
Konačni izgled površine modela, isto kao i preciznost izrade diktira visina sloja te rezolucija laserske zrake koja polimerizira tekućinu. (Rezolucija laserske zrake je zapravo promjer otvora odakle laser započinje svoj put, što je laserska zraka tanja, to je preciznost izrade veća…)
VRSTE SLA UREĐAJA
Postoje dvije vrste SLA uređaja, a glavna razlika među njima je orijentacija modela pri ispisu. Razlikujemo tzv. “bottom up” i “top down” SLA 3D pisače.
BOTTOM UP
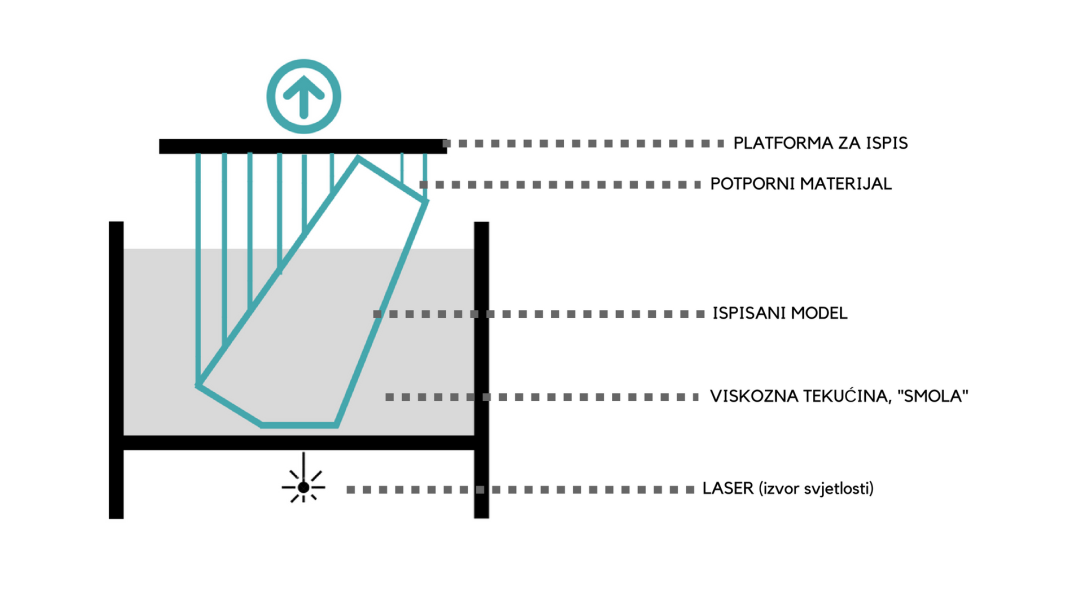
“Bottom up” uređaji nazivamo bottom up uređajima jer se model izdiže iz viskozne tekućine, odozdo prema gore…
Kod “bottom up” uređaja izvor svjetlosne energije (najčešće laser, može biti i UV lampa ili LED zaslon; koji polimerizira viskoznu tekućinu) nalazi se ispod posude sa viskoznom tekućinom. Posuda ima prozirno dno kroz koje prodire laserska zraka te tako dolazi do polimerizacije. Pri samom početku ispisa, platforma za ispis izdignuta je samo za visinu jednog sloja od dna posude sa tekućinom. Na dno posude stavlja se posebni premaz (eng. coating) koji osigurava da se polimerizirani dijelovi tekućine ne zalijepe za dno posude. Nakon što se polimerizira prvi sloj modela, slijedi faza sepracije ispisanog modela od dna posude te se platforma za ispis podiže u vis za visinu jednog sloja. Nakon što se platforma podigne za visinu jednog sloja, tekućina ponovno ispunjava prostor između dna posude i prethodnog sloja. Taj proces se ponavlja sve dok se ne završi ispis.
Jedan od najpopularnijih desktop SLA uređaja je Formlabs Form 2 koji se prodaje po cijeni od $3500

TOP DOWN
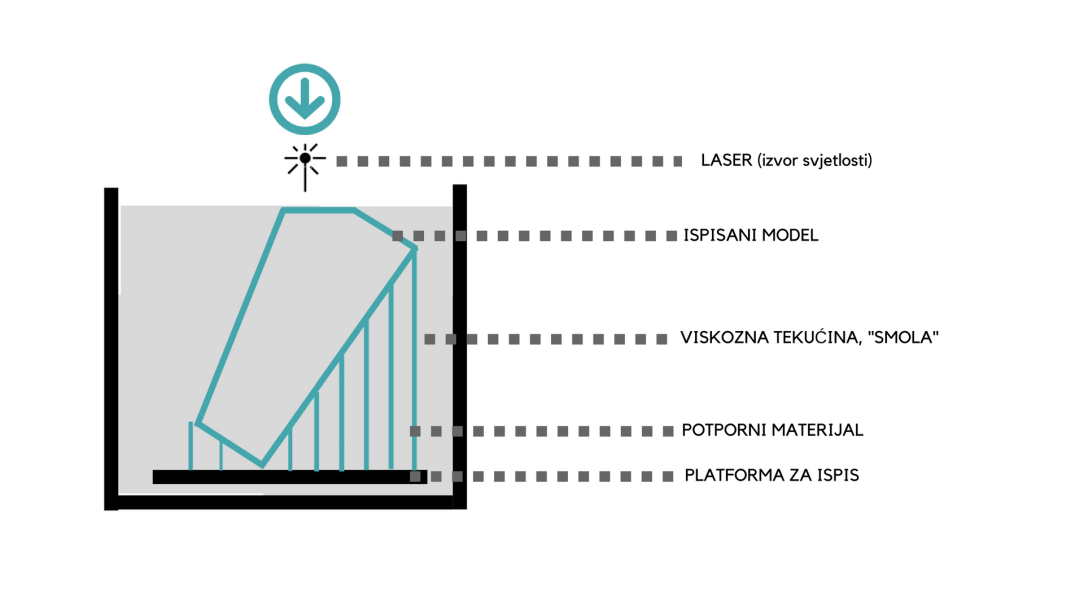
Kod “top down” SLA uređaja, izvor svjetlosti nalazi se na potpuno suprotnoj lokaciji od “bottom up” uređaja, kod “top down” uređaja izvor svjetlosti se nalazi iznad platforme za ispis, koja se kod “top down” uređaja spušta za vrijeme ispisa. Za razliku od “bottom up” uređaja gdje se platforma za ispis izdiže iz posude sa (viskoznom) tekućinom, kod “top down” uređaja platforma za ispis postepeno uranja u posudu sa tekućinom. Pri samom početku ispisa, platforma za ispis nalazi se na samom vrhu posude pri čemu ju jedan tanki sloj tekućine prekriva (za visinu jednog sloja budućeg modela). Izvor svjetlosti potom započinje sa polimerizacijom prvog sloja, a kada završi, platforma za ispis uranja se za još jedan sloj u posudu te započinje polimerizacija drugog sloja te se taj proces ponavlja do završetka ispisa. Kada ispis završi, željeni model biti će potpuno uronjen u tekućinu.
Kao i kod svih 3D pisača, prvi sloj je kritičan i najčesšće odlučuje o uspješnosti ispisa.
Zbog svojstava viskoznih tekućina koje koriste SLA pisači, neki “top down” uređaji imaju dodatnu komponentu, kao mali klizač koji se “brine” da tekućina bude ravnomjerno raspoređena preko uronjene platforme za ispis prije no što započne polimerizacija sljedećeg sloja, čime se izbjegavaju mogući problemi tijekom ispisa koji bi rezulitirali u lošoj kvaliteti konačnog modela. Osim toga, kod “top down” uređaja ključno je da se platforma za ispis polagano spušta u posudu s tekućinom kako bi se izbjegla mogućnost nastajanja malih zrakom ispunjenih balončića, što bi, naravno, narušilo kvalitetu konačnog modela.
“BOTTOM UP” VS “TOP DOWN”
Kao i svi ostali uređaji, tako i “bottom up” i “top down” SLA 3D pisači imaju svoje prednosti i mane.
Glavna prednost “bottom up” uređaja u odnosnu na “top down” uređaje je to što će Vam, za ispis istog modela na “bottom up” pisaču trebati podosta manje viskozne tekućine u usporedbi s “top down” uređajima. Tome je tako jer se se model izdiže iz posude kod “bottom up” uređaja dok se kod “top down” uređaja model mora biti potupuno uronjen u tekućinu pri završetku ispisa.
Glavna mana “bottom up” uređaja je to što se posuda u kojoj se nalazi viskozna tekućina mora redovno mijenjati kako bi se osigurale optimalne performanse uređaja pri svakom ispisu.
Osim toga, “bottom up” pisači su, općenito gledajući, malo manje pouzdani nego “top down” pisači jer kod “bottom up” pisača postoji veća vjerojatnost za neuspješan ispis pošto gravitacijska sila djeluje na model i vuče ga prema dolje, dok platforma za ispis ide prema gore čime se povećavaju rizici od neuspjele faze separacije modela od ostatka tekućine (priprema za polimerizaciju novog sloja).
Još jedna mana “bottom up” uređaja je to što je modele potrebno pozicionirati pod kutem kako bi se uspješno ispisali na “bottom up” uređaju, a to povećava cijenu ispisa jer je potrebno više potpornog materijala te samo vrijeme potrebno za ispis.
Govorimo li o “top down” uređajima, njihova glavna prednost je veća brzina ispisa jer nije potrebna faza sepracije modela od dna posude s tekućinom, već se platforma za ispis jednostavno spusti u posudu te odma započinje polimerizacija sljedećeg sloja.
Za razliku od “bottom up” uređaja, “top down” uređaji ne zahtijevaju da model pozicioniramo pod određenim kutem jer su sile koje dijeluju na model manje nego kod “bottom up” uređaja; kod “top down” uređaja gravitacijska sila “pomaže” u tome da se model što bolje zalijepi za platformu za ispis.
Glavni nedostatak “top down” uređaja je veličina samog uređaja. Pošto se platforma za ispis kreće odozgo prema dolje, potreban je veći volumen posude za ispis te se samim time povećavaju i dimenzije “top down” uređaja. Osim toga, generalno gledajući, mijenjanje tekućine, odnosno materijala kojim želimo izraditi neki model je zatijevnije nego kod “bottom up” uređaja.
Pogledajte sljedeće linkove ako vas zanima kako izgledaju “bottom up” i “top down” pisači.
“BOTTOM UP” – https://www.youtube.com/watch?v=HkILCsAOMcQ
“TOP DOWN” – https://www.youtube.com/watch?v=JCKUMLMJWbQ (napomena: započnite s gledanjem na 10:27, radi se o DLP SLA “top down” pisaču, a DLP tehnologiju smo ukratko opisali pred sam kraj ovog teksta)
POTPORNI MATERIJAL
Što se tiče potpornog materijala, kod “top down” uređaja je situacija vrlo slična kao i kod FFF uređaja, potreban je potporni materijal za preciznu izradu izbočina i mostova, a kod “bottom up” uređaja sitaucia nije toliko jednostavna.
Kod “bottom up” uređaja problem predstavljaju velike horizontalne površine jer će u tom slućaju sile koje djeluju na model tijekom ispisa, a pogotovo tijekom separacije, biti puno veće te se isto tako i povećava rizik od neuspješnog ispisa. Kako bi se modeli sa velikim površinama uspješno ispisali na “bottom up” uređaju, potrebno ih je pozicionirati pod određenim kutem da se smanje sile koje djeuluju na sami model tijekom ispisa. U tom slučaju će biti potrebno više potpornog materijala.
MATERIJAL ZA SLA UREĐAJE
Kao što ste dosad i pročitali, SLA 3D pisači koriste posebne polimere u obliku viskozne tekućine za izradu modela. Cijene tih tekućina zaista jako variraju jer, naravno, nisu sve tekućine iste, neke su prikladne za uporabu gdje je potrebna što veća preciznost i čvrstoća, neke su prikladne za uporabu gdje korisnik želi postići određeni “surface finish” itd. Generalno gledajući, osnovne vrste viskoznih tekućina za SLA uređaje koštaju oko $50 po litri dok postoje i mnogo skuplje tekućine koje dosežu cijene od oko $400 po litri. Za razliku od filamenta kojeg koriste FFF 3D pisači, kod SLA 3D pisača broj boja u kojima možemo izraditi neki model je znatno manji. Viskozne tekućine za SLA imaju i “skladišni vijek”, drugim riječima, viskozne tekućine za SLA možemo čuvati cca. jednu godinu, u optimalnim uvjetima (na pakiranju proizvođač daje upute korisniku kako i gdje čuvati tekućinu).
ZAVRŠNA OBRADA
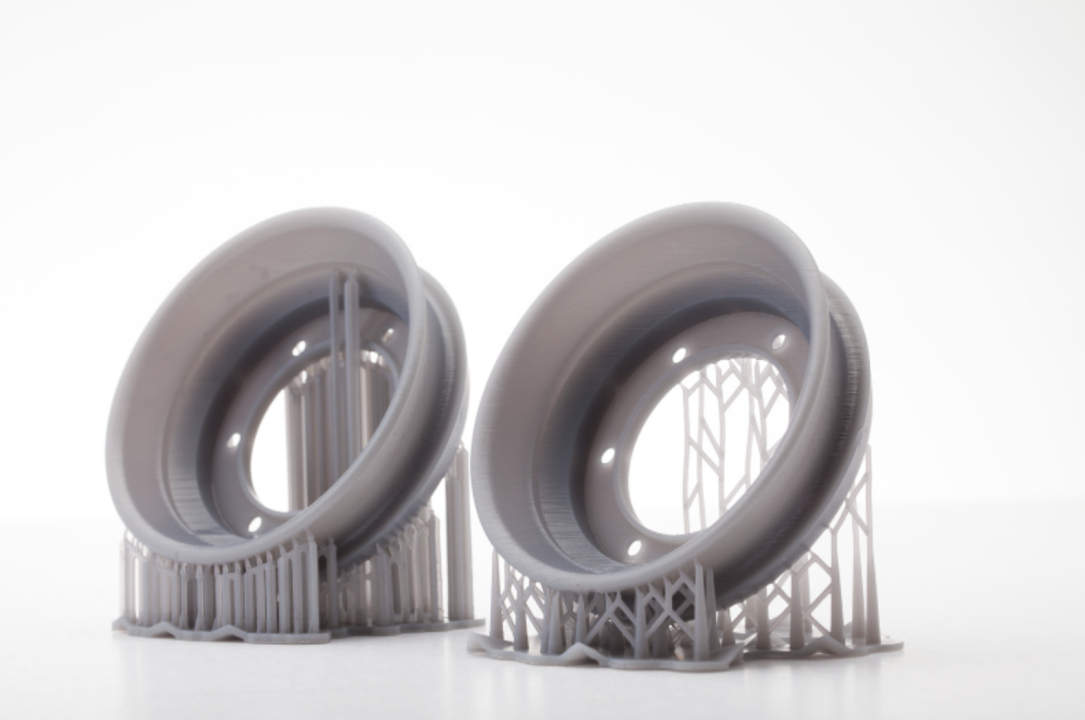
Pošto u SLA tehnologiji 3D ispisa postoji potreba za potpornim materijalom, to znači da će nakon što ukolonimo taj materijal ostati malena oštećenja i vidljivi tragovi po samom modelu, što nije idealno. Zbog toga osobe koje dizajniraju i pripremaju datoteku za ispis pažljivo pozicioniraju model tako da potporni materijal dodiruje najmanje vidljiv dio modela. Radi se o malim stvarima, no kada je potrebna velika preciznost i fenomenalna završna obrada, ostatci i tragovi od potpornog materijala jednostavno nisu idealni te upravo zato postoji nekolicina metoda kojima se vrši završna obrada. Najčešće se dio modela koji je bio u dodiru s poptpornim materijalom obradi brusnim papirom. Nakon te obrade nestaju mala oštećenja i tragovi, a ukoliko je potrebna još bolja završna obrada, korisnici često posežu za poliranjem modela. Osim uporabe brusnog papira i poliranja, modeli ispisani SLA uređajima mogu se i lakirati i bojiti prema želji.
Ovime završavamo naš tekst o SLA tehnologiji te se nadamo da ste uživali u čitanju i ponešto naučili:)
I još jedna napomena, ukoliko ste na naslovnici ovog teksta uočili da piše “SLA/DLP”, DLP je još jedna tehnologija 3D ispisa vrlo slična SLA tehnologiji, razlika je samo u načinu polimerizacije, umjesto lasera koristi se DLP projektor koji projicira kompletan sloj odjednom te se tako odmah polimerizira jedan kompletan sloj dok kod “obične” SLA tehnologije laser polimerizira dijelove slojeva, ide se “dio po dio”. DLP je generalno brži od SLA jer se kompletan sloj odjednom projicira i polimerizira.
Ovim tekstom smo relativno sažeto opisali i objasnili kako radi SLA tehnologija, a tema na SLA ima još dosta i uskoro ćete moći pronaći i te tekstove na našem blogu…
Podijelite ovaj tekst sa svima za koje smatrate da bih ih zanimalo!
Team @ 3DGlobe

Jedna misao o “Što je SLA/DLP? [Tehnologije 3D ispisa]”